I. Definition and Classification of Bio-based Materials
1. Basic Definition
Biobased materials refer to high-molecular materials that are obtained by using renewable biomass resources as raw materials. Through biological transformation or chemical transformation, they are converted into polymer monomers, and then synthesized through addition polymerization or condensation polymerization reactions. Its core value lies in the renewability of the raw materials, rather than simply their biodegradability. The fundamental difference between bio-based materials and petroleum-based materials lies in the source of the raw materials: the former comes from biomass resources such as plants, animals or microorganisms, while the latter relies on non-renewable fossil fuels.
2. Classification System
Biobased materials can be classified based on the source of raw materials, the type of substrate, and their degradation characteristics:
Classified by the source of raw materials:
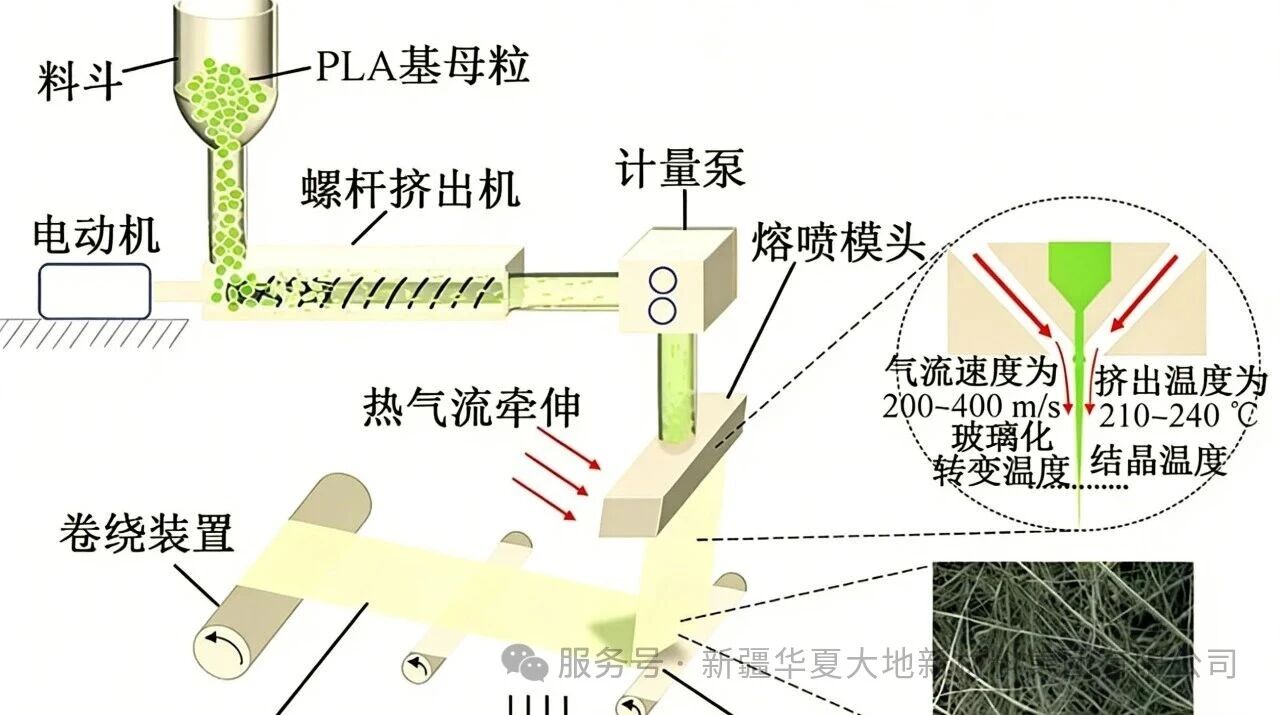
The first generation of bio-based materials: Using food crops (such as corn, sugar cane, and sugar beet) as raw materials, such as bio-based polylactic acid (PLA), bio-based polyethylene (PBAT), etc. Although these materials are biodegradable, there is controversy over their competition with food production.
The second generation of bio-based materials: Using non-food biomass (such as lignocellulose, agricultural waste, algae, etc.) as raw materials, such as bio-based polyamide (PA56), bio-based polyphthalic acid glycol ester (PEF), etc. These materials avoid competing with food resources and are currently the focus of research and industrialization.
Classified by substrate type:
Natural polymer-based materials: such as lignin-fiber composite materials, chitin-based materials, etc., directly utilize the natural polymer properties of biomass.
Synthetic bio-based materials: such as PLA-carbon fiber composites, bio-based nylon 66, etc., are obtained through chemical synthesis by converting biomass into synthetic polymers.
Classified by product type:
Biobased synthetic resins: such as PLA, bio-based PET, PEF, bio-based polycarbonate, etc.
Biobased synthetic rubbers: such as biobased caprolactone rubber, biobased butadiene rubber, biobased isoprene rubber, etc.
Biobased synthetic fibers: such as biobased PET fibers, biobased PTT fibers, biobased spandex, etc.
It is worth noting that bio-based materials and biodegradable materials are not exactly the same. Bio-based materials emphasize the renewability of the raw material sources, while biodegradable materials focus on the environmental outcome after use. Some bio-based materials (such as bio-based PE) are not biodegradable, while some traditional materials (such as certain polyesters) may possess biodegradability. The two concepts overlap but are not completely equivalent. Understanding this distinction is of great significance for material selection and policy formulation.
II. Technical Routes and Innovation Breakthroughs of Bio-based Materials
Technical route system
The technical routes of bio-based materials mainly fall into two major directions:
Biological transformation pathway:
Microbial fermentation method: Through genetic engineering, microorganisms are modified to efficiently convert biomass raw materials into monomers of high-molecular materials. For instance, Anhui Fengyuan Group uses microbial fermentation technology to produce bio-based ethylene glycol (BDO), which is used for synthesizing bio-based PET; Huafeng Group, on the other hand, utilizes non-food biomass (such as straw, corn husk) through an enzyme-catalyzed conversion pathway to produce adipic acid, and then synthesizes bio-based nylon 66.
Biological synthesis method: Utilizing synthetic biology technology to design specific microbial or enzyme systems to directly produce target polymer materials. For example, YeLiBiO uses selected strains for fermentation to produce bio-based fibers, which are used in Anta's ANTAZERO collaboration series.
Chemical transformation route:
Lignin modification technology: This technology involves chemically modifying the lignin, a by-product from the paper industry, to enhance its dispersibility and interfacial compatibility. The team led by Professor Shuai Li from Fujian Agriculture and Forestry University innovatively started from the extraction process at the front end, preserving the natural active structure of lignin. By precisely controlling the extraction conditions, they obtained high-quality lignin with a low degree of condensation, achieving quantitative screening and control of raw material quality.
Cellulose to sugar conversion technology: Through enzymatic catalysis or chemical hydrolysis, cellulose is converted into glucose or other monosaccharides, and then high-molecular materials are synthesized. The research team led by Zhu Jin was inspired by enzymatic catalysis to synthesize polyhydroxy carbon sphere-type enzyme catalysts, achieving 100% conversion of cellulose and a glucose yield of over 85%.
2. Key technological innovation
In recent years, the field of bio-based materials has witnessed a series of breakthroughs in aspects such as interface modification, raw material pretreatment, and process optimization:
Interface modification technology:
"Rigid-flexible" cooperative structure: The PLA-carbon fiber composite material, by introducing the "rigid-flexible" structure of graphene oxide (GO) and polyethyleneimine (PEI), significantly enhances the interlayer bonding force. Research shows that compared to pure CF/PLA, the interface shear strength of CF-PEI-GO/PLA composite material increases by 101.64%, the impact toughness increases by 74.50%, and the tensile strength and bending strength increase by 31.17% and 24.86%, respectively.
Water-based sizing agent process: For large filament carbon fiber composite materials, water-based sizing agents are used instead of traditional solvent-based sizing agents. Water is used as the dispersion medium, eliminating the need for subsequent washing procedures. This reduces the environmental treatment costs and energy consumption in the production process. At the same time, a uniform sizing film is formed on the surface of the fibers, balancing both the bundle property and interface compatibility.
Nano-enhanced modification: The in-situ growth of graphene and the carboxylation of carbon nanotubes are synergistically designed to form uniform nanosheet structures on the fiber surface. This enhances the interface bonding by increasing the contact area and the π-π conjugation effect. The carboxylated carbon nanotubes, through surface functional groups, form multiple interactions with the fiber and resin, thereby constructing a nano-network structure to optimize the stress transmission path.
Raw material pre-treatment technology:
Lignin quality screening: The team from Fujian Agriculture and Forestry University has established a method system centered on "lignin quality screening". Through a standardized method for rapidly and quantitatively assessing the condensation degree of lignin, they achieve quantitative screening and control of raw material quality, eliminating obstacles for large-scale application.
High-value utilization of non-food potato: Shandong Yidelei Biotechnology uses non-food biomass such as the stems, leaves, and roots of potato as raw materials. By innovatively adopting alternative grain fermentation technology and high-purity potato polysaccharide extraction technology, they have successfully developed a new path for replacing grain in fermentation processes, effectively reducing the reliance of traditional brewing and feed industries on grains.
Agricultural Waste Collection, Storage and Transportation System: In the typical cases of innovative development of non-food biobased materials jointly announced by the Ministry of Industry and Information Technology and the Ministry of Agriculture and Rural Affairs, 35 projects focus on key technologies such as the construction of industrial strains and enzyme protein components, non-food biomass saccharification, and non-food biomass as an alternative to food fermentation, forming an industrial chain model of "resource recycling - technological innovation - industrial agglomeration - green value addition".
Process optimization technology:
Supercritical carbon dioxide foaming: Using supercritical carbon dioxide as the physical foaming agent, a rapid pressure reduction is carried out within the mold to form a micrometer-sized closed-cell structure. This not only improves the material properties but also reduces the production cost.
3D Printed Biological Hydrogel: Zhejiang University's photopolymerization 3D printing technology has developed a biodegradable and tissue-mechanically compatible biological hydrogel battery. It is planned to enter pre-clinical testing in 2026, opening up new paths for applications in the medical field.
Extremely salt-loving bacteria technology: Tsinghua University has utilized the technology of extremely salt-loving bacteria to significantly enhance the thermal stability of polyhydroxyalkanoates (PHA), thereby expanding its application scope in high-temperature environments.
3. Technical Barriers and Challenges
Despite the continuous advancement of bio-based material technology, it still faces a series of technical obstacles:
High cost in raw material pre-treatment: The extraction and pre-treatment processes of non-grain biomass (such as straw, lignocellulose) are complex and costly. For instance, the traditional alkaline extraction rate of lignin is only 60%, and it is necessary to improve the extraction efficiency through precise control of the process.
Interface compatibility issue: The bonding strength between bio-based materials and reinforcing materials (such as carbon fibers and glass fibers) is insufficient, which affects the overall performance. Although the interface performance can be improved through nanomaterial modification, the process complexity increases.
Insufficient heat resistance: The heat distortion temperature of pure PLA composite materials is only 55-60℃, which is far below the 150℃ or higher requirement for components around automotive engines. Performance improvement needs to be achieved through modification and reinforcement.
Control of degradation cycle is challenging: The degradation cycle of biodegradable materials is difficult to be precisely controlled. For instance, Novozymes' new generation lipase achieved a degradation efficiency of 96% and 72% for polylactic acid/PBAT composite materials respectively, reducing the degradation cycle to 45 days. However, further optimization is still needed to meet the requirements of different application scenarios.
Stability of large-scale production: There is a gap between pilot-scale and industrial-scale production of bio-based materials. For example, the compressive strength of lignin-based concrete can reach 2.587 MPa under laboratory conditions, but it may fluctuate in actual engineering applications due to variations in raw material batches.
III. Application Status and Cases of Bio-based Materials in Various Industries
Packaging industry
The packaging industry is the field where biobased materials are most widely applied. By 2026, the penetration rate of biobased materials in the packaging industry is expected to exceed 35%. PLA films and starch-based tableware are expected to account for more than 50% in the catering delivery and express delivery sectors.
Application Case:
Coca-Cola Plant-Based PET Bottles: Coca-Cola has launched plant-based PET bottles, made from renewable resources, and they have been commercially applied.
Biobased agricultural mulching films: The governments of Xinjiang, Shandong and other regions have provided subsidies for biobased film materials. The application of these films will continue to expand in 2026, reducing white pollution.
Starch-based tableware: It is expected to account for over 50% of the market share in the catering delivery and express delivery sectors, becoming an important application direction for biobased materials.
Algal-based packaging materials: In 2026, the penetration rate of biobased packaging materials in the e-commerce sector continued to increase. Algal-based packaging materials have attracted attention due to their degradability and environmental friendliness.
2. Automotive Industry
The automotive industry is an important field for the application of bio-based materials. In 2024, the global share of bio-based composite materials in the automotive sector reached 41%, mainly used for components such as door inner panels, luggage racks, and bumpers, achieving an average weight reduction of 25%-30% for these components.
Application Case:
Kai Sai Biotechnology collaborates with Ningde Times: Anhui Kaiyi Times Composite Materials Co., Ltd. (established by Kai Sai Biotechnology, Ningde Times' investment platform Puquan Capital, and Ka Li Composite Materials) is building the Ningde Times - Kai Sai (Hefei) Biobased Battery Shell Manufacturing Base Project. It uses biobased nylon 56 material to achieve a 30% - 50% weight reduction of the battery shell and a 30% cost reduction.
Advantages of biobased battery casings: Compared with traditional metal battery casings, biobased battery casings can achieve a 40%-50% weight reduction and a 30% cost reduction; compared with traditional thermosetting composite materials, the production cost can be saved by more than 15%.
SKF Ultra-Low Carbon Bearings: SKF has launched China's first ultra-low carbon bearings. With an ultra-low carbon footprint of 0.91 kg CO₂e, it has set a new industry standard. The product manufacturing process achieves 100% utilization of scrap steel and 100% power driven by renewable energy.
3. Textile Industry
The textile industry is actively adopting bio-based materials to develop environmentally friendly and high-performance textiles.
Application Case:
Anta ANTAZERO Collaboration Collection: Anta collaborates with the world-renowned fashion designer Kris Van Assche to launch the ANTAZERO X KRIS VAN ASSCHE debut series, which is positioned as sustainable sports fashion. The series extensively uses Mulkol® - a mushroom leather made from mycelium fungi. This material is derived from non-edible biological resources and is produced through the fermentation of selected strains to create a bio-based fiber, possessing carbon-negative emission properties.
PANGAIA Biobased Sports Clothing: PANGAIA has launched a new series of sports clothing, using 100% biobased nylon and 98% biobased spandex. This demonstrates that high performance can be achieved without relying on fossil-based plastics.
Huafeng Biobased Nylon 66: Huafeng Group collaborates with Donghua University to develop a new generation of biobased nylon 66 production technology. Using non-food biomass (such as straw, corn husk) as raw materials, it produces adipic acid through an enzymatic catalytic conversion pathway. The carbon emissions throughout the entire life cycle are reduced by 75%. The product performance is superior to traditional products in terms of strength, wear resistance, and dyeability. It is planned to be officially put into commercial operation in the second quarter of 2026.
Xiaoxing Bio-based Spandex: The Korea Xiaoxing Group has established the world's first vertical integrated production system for bio-based spandex from raw materials to fibers. It has invested 1 billion US dollars to build a new 200,000-ton per year bio-based BDO factory in Vietnam, which will be used to produce regen™ BIO Max bio-based spandex, which is applied to high-end sportswear.
4. Construction Industry
The construction industry, as a traditional "major carbon emitter", is achieving a low-carbon transformation through bio-based materials.
Application Case:
Metsä Group Lignin Demonstration Plant: The Finnish pulp giant Metsä Group has built the world's first lignin demonstration plant in Jyväskylä to develop the Metsä LigO™ new product, which will replace the petrochemical dispersants that have long been relied upon in the construction industry, and be used to enhance the performance of materials such as concrete and gypsum. This plant adopts a model of cooperation with industrial technology leaders ANDRITZ and materials science giant DOW, constructing a complete innovation chain of "raw material extraction - process research - application verification".
Wood Lignin Adhesive from Fujian Agriculture and Forestry University: The lignin adhesive developed by Professor Shuai Li's team is highly compatible with existing wood industry production lines and has industrialization potential. It promotes the transformation of lignin from "low-value by-products" to high-value-added bio-based materials.
Lignin-based concrete: Research has shown that the addition of lignin can significantly enhance the impermeability, antibacterial properties, and mechanical performance of concrete. Experiments have demonstrated that after 28 days of curing, the compressive strength of concrete with 2% lignin added is 3.98 times that of the unmodified concrete, indicating great potential for application.
IV. Cost Challenges and Market Breakthroughs in the Development of Bio-based Materials
Cost Composition and Challenges
The cost composition of bio-based materials is complex, mainly including raw materials, labor, manufacturing and other expenses. Among them, the cost of raw materials accounts for the highest proportion, reaching 65.2%. Specifically:
Cost of bio-based PET: In 2026, the market price of bio-based PET exceeded 12,000 yuan per ton, while the price of petroleum-based PET was approximately 0.03 - 0.05 US dollars per pound (about 6,000 yuan per ton), with a price difference of over 80%. This price difference mainly stems from the high cost of bio-based ethylene glycol (BDO). Currently, the price of bio-based BDO is approximately 30,000 yuan per ton, while the price of petroleum-based BDO is only 10,000 yuan per ton.
Cost of bio-based nylon 56: The cost of bio-based nylon 56 material produced by Kai Sai Biotechnology is approximately 30% higher than that of traditional nylon. However, through large-scale production, the cost is expected to be further reduced. Anhui Kaiyi Times plans to start trial production in the third quarter of 2025, gradually releasing production capacity in the fourth quarter, and achieving full production in 2026. The expansion of production capacity will help to reduce costs.
Cost of lignin-based materials: Although lignin, as a by-product of the paper industry, is relatively inexpensive, the process of modification and formulation optimization increases the cost. The team from Fujian Agriculture and Forestry University improved the utilization rate of raw materials and reduced the cost of modification through the "lignin quality screening" technology.
2. Cost Reduction Path and Market Breakthrough
In the face of cost challenges, the bio-based materials industry is achieving cost reduction and market breakthrough through the following approaches:
Process optimization: The PLA melt spinning process developed by Anhui Fengyuan has made its performance comparable to that of nylon 6. It is planned to be mass-produced in 2026. Through process improvements, the production cost will be reduced.
Scale effect: As production capacity expands, unit costs are expected to decrease. For instance, Anhui Kaiyi Times plans to reach production capacity of 2.5 million sets of bio-based battery shells after 2026. Large-scale production will significantly reduce unit costs.
Policy Support: At the national level, through policies such as the "14th Five-Year Plan for the Development of the Biotechnology Economy", it has been clearly stipulated that bio-based materials are classified as strategic emerging industries, and the evaluation standards and labeling system for degradable materials have been planned and improved. At the local level, provinces such as Shaanxi and Hubei have promoted the construction of regional industrial clusters through special plans.